【医学图像处理】X-ray成像之X射线的产生
概述
- 电流流过钨丝,并将其加热。
- 随着加热,增加的能量使电子能够通过热电子发射从灯丝中释放出来。
- 电子被吸引到带正电的阳极,并以由管电位(电压)确定的最大能量撞击钨靶。
- 当电子轰击目标时,它们通过轫致辐射和特有的相互作用将能量转换为热量(99%)和X射线光子(1%)。
- X射线光子以一束能量(X射线光谱)从光束中释放出来,构成X射线图像形成的基础。
设备
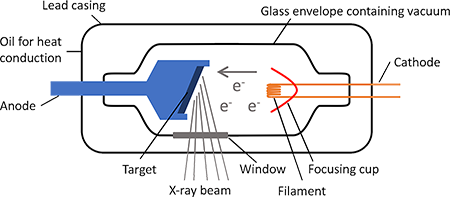
阴极
灯丝
- 用细的(0.2毫米)钨丝制成,因为钨:
- 原子序数高(A 184,Z 74)
- 是良好的热电子发射体(擅长发射电子)
- 可以制成细线
- 熔化温度很高(3422°c)
- 灯丝的尺寸与焦点的尺寸有关。有些阴极具有宽聚焦和细聚焦两种灯丝。
调焦杯
- 由钼制成:
- 高熔点
- 较差的热电子发射体,因此不会释放电子以干扰灯丝发出的电子束
- 带负电,将电子聚焦到阳极并停止空间扩散
阳极
- 由钨制成的靶,其原因与制造灯丝的原因相同
- 钨中添加了铼,以防止在高温和使用中阳极破裂
- 设置成带阀杆的钼阳极盘
- 带正电以吸引电子
- 设置成一定角度,使x射线光束直接照射到病人身上。通常是5º到-15º
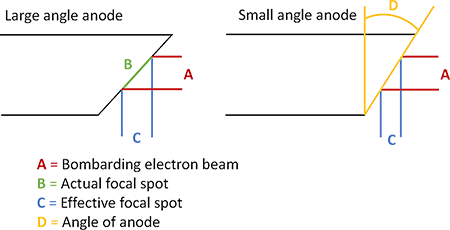
定义
- 焦点:电子撞击阳极的位置
- 实际焦点:受影响的焦点轨迹的物理区域
- 焦点轨迹:电子轰击的阳极部分。在旋转阳极上,这是一条圆形路径
- 有效焦点:投影到管外的焦点区域
固定阳极:这些通常局限于牙科放射学和放射治疗系统。由一个固定的阳极和电子束不断流到一个小区域组成。
旋转阳极:在大多数放射线成像中使用,包括移动设备和透视。包括一个圆盘,在圆周上有一个薄的钨斜边,以50hz的频率旋转。随着时间的推移,它通过暴露在电子流的不同区域来克服加热。它包括:
- 周围有薄钨靶的钼圆盘
- 钼杆,它是不良的热导体,可防止热量传递到金属轴承
- 阀杆和转子之间的银润滑轴承,对传热没有影响,但在低阻力时允许非常快速的旋转,以减轻传热
- 转子发黑,易于传热
阳极加热
这是X射线产生的主要限制。
$Heat (J) = kVe x mAs$ 或者 $Heat (J) = w x kVp x mAs$
- kVe: 有效kV
- w: 通过X射线管的电压波形。波形越均匀,发热量越低
- kVp: 峰值kV
- mAs: 电流暴露时间乘积
通常,通过真空辐射将热量从阳极带走,并进入玻璃外壳外部的导电油中。钼杆传导的热量很少,以防止损坏金属轴承。
热容量
较高的热容意味着材料的温度仅随热量输入的大量增加而少量升高。
温升=施加的能量/热容量
管等级
在损坏之前,每台机器具有不同的散热能力。机器上每个焦点的容量在制造商提供的电子管额定图中给出。这些显示的是系统过载之前给定的曝光时间可以使用的最大功率(kV和mA)。最大允许功率随着以下因素而降低:
- 延长曝光时间
- 减小有效焦点尺寸(热量散布在较小的区域)
- 对于给定的有效焦点尺寸,较大的目标角度(对于给定的有效焦点尺寸,实际的轨迹随阳极角度的增大而变小。这意味着热量散布在较小的区域上,并且散热率降低了)
- 减小圆盘直径(热量散布在较小的圆周和面积上)
- 降低磁盘旋转速度
其他要考虑的因素是:
- 通过使用较高的mA,最大kV会降低,反之亦然。
- 非常短的检查可能需要更高的功率才能产生足够的图像。必须考虑到这一点,因为管子可能无法在这么短的时间内处理这么多的热量。
阳极冷却图
阳极不仅要承受高温,还必须能够迅速释放热量。这种能力在阳极冷却图中表示。它显示了阳极从最大热量中冷却所需的时间,并通过在两次曝光之间留出足够的冷却时间来防止阳极受损。
阳极脚跟效应
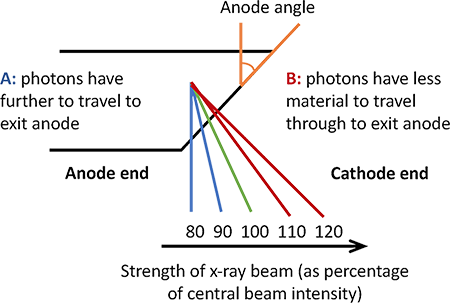
当从靶材料本身通过时,X射线束会衰减,从而导致从阴极到阳极方向的强度逐渐降低,因为有更多的靶材料要通过。因此,阴极侧应放置在密度最大的区域上,因为这是射束穿透力最大的一侧。减小阳极角度会产生较小的有效焦斑尺寸,这在成像中很有用,但会产生较大的阳极后跟效应。这导致光束不均匀且衰减更大。
较小的角度=较小的焦点尺寸,但较大的阳极跟效应
其他
窗口:由铍与铝或铜制成的滤光片。较软(较低能量)的X射线光子会增加患者的剂量,但不会产生图像,因为它们没有足够的能量穿过患者到达检测器。为了减少对患者的这种多余的辐射剂量,这些X射线光子被去除了。
玻璃外壳:包含真空,因此电子不会与目标碰撞。
绝缘油:通过传导将阳极产生的热量带走。
过滤器:对于大于110kV的发电机,总过滤量必须大于2.5mm铝当量(这意味着该材料提供的过滤量与大于2.5mm的铝厚度相同)
总过滤=固有过滤+附加过滤(可移动过滤器)
产生X射线束
1.产生的电子:热电子发射
电流通过阴极灯丝,加热并通过热电子发射释放电子。电子通过在管上施加的管电压而朝着正阳极加速。在阳极,来自电子的99%的能量转化为热,只有1%的能量转化为X射线光子。
加速潜力

加速电位是施加在整个管上的电压,以在整个管上产生从负到正的梯度,并加速电子穿过阳极。射线照相通常为50-150kV,乳腺照相通常为25-40kV,荧光检查为40-110kV。英国主电源为230V和50Hz交流电。当电荷为负时,加速电位反转(阴极变为正,阳极变为负)。这意味着电子不会朝着阳极加速而产生X射线束。成像的理想波形是正方波,因此电子流连续地流向阳极。我们可以通过整流将标准正弦波转换为方波。
全波整流:使用整流电路将负电压转换为正电压。但是,仍然存在电压为零且大多数时候小于最大kV(kVp)的点。这将导致许多低能的光子。有两种整流机制可防止过多的低能光子:
- 三相电源:使用三个电源,每个电源在不同的时间施加。“纹波”(最大和最小电流之差)约为kVp的15%。
- 高频发生器:可以提供几乎恒定的电势。电源快速开关(14kHz),然后可以对其进行整流。它们比三相电源紧凑得多,并且更常用。
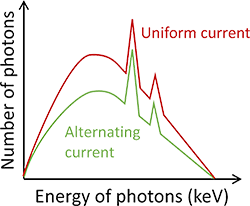
整流对频谱的影响
- 平均光子能量增加- 较低能量的光子更少
- X射线输出增加- 保持接近最大值的时间更长
- 曝光时间更短- 输出越高,可以使曝光时间更短以获得相同的输出
- 降低患者剂量- 增加平均能量意味着减少对患者剂量有贡献但对最终图像无贡献的低能量光子
灯丝电流
电流(通常为10 A)会加热灯丝,从而为要释放的电子提供足够的能量,即,它会影响释放的电子数量。
管电流
这是流向阳极的电子,通常为0.5-1000mA。
摘要
- 灯丝电流流过钨阴极灯丝(10A),并影响释放的电子数量。
- 管电流从阴极到阳极跨X射线管施加,并影响释放的电子的能量和数量。
2. 阳极产生X射线
电子以最大kVp的动能撞击阳极,并通过以下方式损失能量与阳极相互作用:
- 弹性相互作用:很少,仅在kVp<10eV时发生。电子相互作用但保留所有能量
- 弹性相互作用:引起原子中的激发/电离,并通过电磁(EM)辐射和热能释放能量
互动
在阳极,电子可以几种方式与阳极原子相互作用,以产生X射线光子。
- 外壳相互作用:释放出低能EM,并迅速转化为热能
- 内壳相互作用:产生特征辐射
- 核场相互作用:又称轫致辐射(Bremsstahlung)
特征辐射
- 轰击电子将k壳或l壳电子击落。
- 更高的壳电子移入空白空间。
- 这种向较低能量状态的运动以X射线光子的形式释放能量。
- 轰击的电子继续前进,但被转移了。


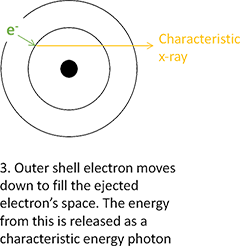
之所以称为“特性”,是因为发射电子的能量取决于阳极材料,而不取决于管电压。能量以对应于不同壳的结合能的特征值释放。
对于钨:
Ek - El (aka Kα) = 59.3 keV
Ek - Em (aka Kβ) = 67.6 keV
轫致辐射(Bremsstahlung)

轫致辐射导致释放出一系列光子能量。80%的X射线是通过轫致辐射而发出的。很少有电子被完全停止,并以光子的形式释放所有能量。更常见的是,发生一系列相互作用,其中电子通过几个步骤损失能量。
| 特征辐射 | 轫致辐射 |
|---|---|
| 仅占产生的X射线光子的一小部分 | 占X射线束光子的80% |
| 轰击电子与内壳电子相互作用 | 轰击电子与整个原子相互作用 |
| 由于电子下落到较低的能量状态而释放的辐射 | 由于原子拉动,轰击电子转移而释放的辐射 |
| 释放的辐射具有特定能量 | 释放的辐射具有大范围的能量 |
| X射线光子能量取决于目标原子的元素而不是管电压 | X射线光子能量取决于电子管电压 |
步骤摘要
- 阴极上通过钨丝施加的灯丝电流。
- 加热灯丝以产生足够的能量,以克服电子的结合能(热电子发射)。
- 电子从灯丝释放。
- 在X射线管上施加管电压。
- 因此,电子朝着带正电的阳极加速,这给了它们一定的能量。
- 电子撞击阳极,通过与阳极原子相互作用释放的能量产生X射线光子。
- 这些X射线光子以X射线束的形式通过窗口离开X射线管,朝向患者。
- 它们穿过患者到达胶片,以产生X射线图像(此部分将在下一章“与物质的相互作用”中介绍)。
X射线光谱
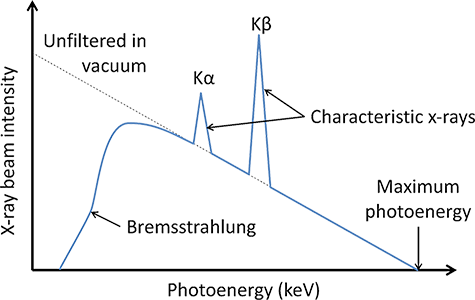
图中显示了释放的X射线光子能量的最终光谱。在特定的光能下,有一些峰会释放出更多的X射线。这些是特征辐射能,对于不同的材料是不同的。图的其余部分主要是轫致辐射,其中产生具有一定范围能量的光子。轫致辐射占X射线光子产生的大部分。
光束质量:光束穿透物体的能力或光束的能量。
光束数量:光束中X射线光子的数量
改变X射线光谱
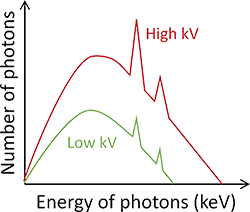
| 增大管电位(kV) 增加: X射线光子数量 平均能量 最大能量 如果kV足够大,则会产生特征能量 |
 |
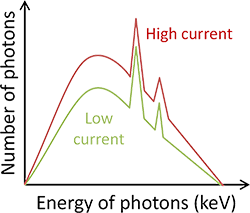
| 增加管电流(mA) X射线光子数量增加 不变: 特征能量 平均能量 最低能量 最大能量 |
 |
| 过滤 较少的低能光子 增加: 光子的平均能量 减少: 光子综述 |
|
| 电流波形 具有更均匀的电流(已整流)会导致: 平均能量 X射线光子数量 相同的最大keV |
 |
| 增加靶原子数 增加: X射线光子数量 特征能量 |
|
20200426